
Fúzní omyly….
Podívejme se na několik omylů, které se nevyhnuly ani tak špičkově sofistikovanému vědnímu a technickému oboru, jako je jaderná fúze: Omyl v Argentině Omyl ZETA Co bylo dříve?
















Korea dokončila první sektor vakuové komory! Málokdo mimo fúzní komunitu asi zaregistroval, co se nyní děje na jihu Francie, sto kilometrů severně od Marseille. Do vědeckého centra Cadarache se začínají svážet z celého světa gigantické supravodivé magnetické cívky, aby se navlékly na neméně gigantický toroid z nerezi. Tisíce tun oceli a supravodivého materiálu. Začala poslední fáze montáže fúzního reaktoru, který má poprvé v historii lidské společnosti zažehnout ZISKOVOU termojadernou fúzi na Zemi. „Nedostatek energie“ má šanci se stát globálně neznámým pojmem!
 Fotogalerie (4)
Fotogalerie (4)
U tokamaku platí, že čím větší je objem vakuové komory, tím snazší je udržet plazma a dosáhnout takového režimu s vysokou energií v plazmatu, který bude produkovat významné množství fúzní energie.
Vakuová komora tokamaku ITER
Vakuová komora je ocelová nádoba, v níž by mělo být zapáleno první fúzní plazma reaktorových parametrů na světě. Vakuová komora ITER s vnitřním objemem 1 400 m³ poskytne absolutně jedinečnou experimentální arénu pro fúzní fyziky: objem plazmatu obsaženého ve středu nádoby (840 m³) je více než desetkrát větší než objem největšího provozovaného tokamaku v současnosti – JET v anglickém Culhamu. Vakuová nádoba tokamaku ITER má vnější průměr 19,4 metrů, je 11,4 metrů vysoká a její hmotnost je přibližně 5 200 tun. S instalovaným obalem a divertorem bude mít vakuová komora hmotnost 8 500 tun.
Čtyřicet čtyři otvorů neboli portů ve vakuové komoře poskytuje přístup pro dálkovou manipulaci, diagnostiku, ohřev plazmatu a čerpání do vysokého vakua. Vstřikování neutrálního svazku (NBI) bude probíhat například na „rovníkové“ úrovni, zatímco na nižší úrovni bude použito pět portů pro výměnu divertorových kazet a čtyři pro vakuové čerpání. Chladicí voda cirkulující meziprostorem dvojité ocelové stěny nádoby odvede teplo generované nárazem fúzních produktů na stěnu komory.
Plošné moduly (obal/blanket) pokrývající vnitřní povrch komory, stíní okolí komory před vysokoenergetickými neutrony, výsledky fúzní reakce. Některé plošné moduly se použijí v pozdějších fázích výzkumu k testování materiálů pro koncepty plození tritia. Spolu s magnetickými systémy je vakuová komora ITER zcela uzavřena ve velké termosce zvané kryostat.
Výroba vakuové komory v Jižní Koreji
Před více než deseti lety dokončila Organizace ITER návrh vakuové komory ITER do stavu „ready to print“. V dubnu 2020 se inženýrský návrh zhmotnil, neboť první čtyřicetistupňový sektor toroidu opustil výrobní linku v Koreji. Podle plánu montáže tokamaku ITER musí sektor vakuové komory č. 6 být do konce letošního roku následován sektorem vakuové komory č. 7 (který je v Hyundai Heavy Industries již dokončen z 92,8 %). Korea má dodat čtyři sektory vakuové komory, Evropa má na starosti zbývajících pět.
Po sérii továrních akceptačních testů provedených v březnu a začátkem dubna 2020, včetně testování kritických pneumatických tlaků a úniku helia, mohly společnosti Hyundai Heavy Industries a domácí agentura ITER Korea prohlásit, že sektor vakuové nádoby č. 6 zcela splnil všechny technické specifikace Organizace ITER. Sektor o hmotnosti 440 tun bude nyní zabalen a připraven pro přepravu. (Kvůli mezinárodním cestovním omezením souvisejícím s globální kronavirovou krizí nemohl být přítomen pozorovatel/inspektor kontroly kvality organizace ITER pro testy tlaku a úniku. Tyto akceptační činnosti budou provedeny znovu, jakmile komponenta dosáhne staveniště ITER.)
Vakuová komora je jedinečná součást s velmi složitou geometrií, stovkami rozhraní s ostatními součástmi a velmi přísnými požadavky na dodržování jaderné bezpečnosti. Každý krok procesu byl náročný - od výrobní kvalifikace a postupů, obrábění a svařování, až po nedestruktivní vyšetření (fotografie) a tolerance.
„Svědčí o vynalézavosti, dovednosti, obětavosti a vytrvalosti průmyslových dodavatelů z Koreje a Korejské domácí agentury za průběžného sledování širším projektovým týmem vakuové komory ITER, že tato prvotřídní součást - první z devíti nejnáročnějších komponent tokamaku ITER - byla úspěšně vyrobena,“prohlásil generální ředitel ITER Bernard Bigot. „Pýcha a pocit úspěchu všech zúčastněných je úměrná velikosti a složitosti právě splněného díla.“ Projektový tým vakuové komory spojuje zaměstnance evropských, korejských, indických a ruských domácích agentur se zaměstnanci z Organizace ITER na pravidelných setkáních, aby se zvýšila celková efektivita dodávky vakuové komory.
Fúzní zařízení poprvé v zajetí jaderné bezpečnosti
Korejští výrobci čelili ne jedné, ale mnoha výzvám, když se zavázali k výrobě prvního sektoru vakuové komory. Podle předpisů o jaderných nádobách je nutné, aby jakožto první bariéra záření plazmatu splňovala vakuová komora ITER velmi specifické předpisy vztahující se na materiál, návrh a analýzu, výrobu, svařování a kontrolu. Sedm stálých inspektorů (pět z projektového týmu vakuové komory Organizace ITER a dva inspektoři schváleného notifikovaného orgánu ANB zastupující Francouzský úřad pro jadernou bezpečnost ASN), jakož i oddělení kvality Hyundai, kontrolovalo celkem 45 000 předepsaných míst a 500 výrobních dokumentů. V prosinci 2019 cestovali francouzští jaderní experti do Koreje, aby provedli závěrečnou hloubkovou inspekci téměř dokončeného sektoru.
Mnoho mohutných svarů - a všechny kvalitní
Nezbytná je 100% objemová kontrola svarů. Vakuová nádoba je konstrukce svařovaná s tloušťkou svárů až 60 mm, velkým počtem trvalých nástavců a mnoha úzkými a obtížně přístupnými prostory. Tým vyvinul 60 speciálních skenovacích technik ultrazvukové technologie fázového pole (PAUT, Phased array ultrasonics testing) ke spolehlivému ověření kvality svarů šířky až 21 mm. Celková délka svarů s úplným průnikem v jednom sektoru je téměř 1 000 metrů. Předpověď deformace a řízení svařovacího napětí při tak vysoké hustotě svařovaných spojů je obtížná. Aby se zvýšila důvěra ve splnění přísných požadavků na toleranci pro konečnou geometrii, tým Hyundai ve spolupráci s projektovým týmem vakuové komory vyvinul techniku “virtuálního přizpůsobení“, při níž byla známá 3D rozměrová měření segmentů virtuálně sladěna pomocí specializovaného softwaru (Space Analyzer) s výsledky zpětného inženýrství (odkrytí principu fungování zkoumaného předmětu).
Výroba začala před osmi lety
První ze čtyř poloidálních segmentů tvořících jeden sektor vakuové komory se začal vyrábět před osmi lety. Ačkoli každý segment má překvapivě zcela jiný tvar (viz obrázek), vyžadovaly stejně pečlivou výrobní cestu, kdy dodavatelé krok za krokem vytvořili a svařili vnitřní skořepinu, připojili vnitřní žebra a podpůrné kryty a nakonec instalovali stínicí bloky ve stěně. V konečné fázi dokončení segmentů namontovali a přivařili vnější skořepinu. (Podrobnosti viz Galerie obrázků.) Do září 2019 byly segmenty připraveny k montáži do finálního sektoru ve tvaru D a pomocí spojovacích desek mohly být připevněny horní a dolní segmenty dodané Ruskem a Koreou.
Po sektoru č. 6 budou následovat další
„Při všech těchto činnostech jsme kladli důraz především na zachování posloupnosti montážních kroků, zaznamenali jsme všechny činnosti před, během a po výrobě ve schválených formátech dokumentů,“ potvrzuje Chang Ho Choi, který vede projektový tým vakuové komory. „Je to důležité, protože vakuovou komoru budou vyrábět čtyři různí partneři Organizace ITER a finální montáž budou provádět na staveništi smluvní partneři Organizace ITER. Správná dokumentace proto usnadní práci všem. Naši spolupráci v tomto bodě velmi dobře posílilo 53 měsíčních schůzek v průběhu let a 10 setkání přímo na staveništi, což znamenalo spoustu výměn názorů a návštěv výrobních zařízení. To nám dává jistotu a důvěru nyní, když směřujeme k nejdůležitějšímu okamžiku ze všech: k montáži celé vakuové komory tokamaku. „
Až letos v létě dorazí na staveniště ITER sektor vakuové komory ITER č. 6, bude přemístěn do Montážní haly a přesunut portálovým jeřábem do „čekacího“ prostoru. Po závěrečném testu těsnosti héliem a zkoušce akceptace na místě bude komponenta připravena k předání „dodavateli“ montáže odpovědnému za komoru (TAC2, Tokamak Assembly Contract) pro řadu instalačních činností (diagnostika, přístrojové vybavení a kabelové lávky na vnějším plášti).
Sláva v Ulsanu
Slavnostního ceremoniálu 20. dubna v Hyundai Heavy Industries v Ulsanu v Koreji se zúčastnil Byungseon Jeong, první tajemník Ministerstva vědy a IKT (Informační a komunikační technologie); Young-seuk Han, prezident a generální ředitel společnosti Hyundai Heavy Industries; Sukjae Yoo, prezident Korejského národního ústavu pro výzkum jaderné fúze; Kijung Jung, generální ředitel ITER Korea; a více než dalších 30 odborníků. „Hluboká a úzká spolupráce mezi ITER Korea, Evropskou domácí agenturou Fusion for Energy, ITER Russia a projektovým týmem ITER Vacuum Vessel je klíčovou zárukou našeho úspěchu,“ prohlásil Kijung Jung. „Umožňuje vyřešit nejnáročnější a nejsložitější problémy a povede k úspěchu našeho příspěvku k mezinárodnímu projektu ITER.“
Podrobnější informace o výrobních krocích najdete v obrázkové galerii.
Podívejte se na video z Hyundai Heavy Industries o výrobě komponenty The manufacturing of ITER Vacuum vessel sector # 6: https://www.youtube.com/watch?v=0qkqQFsNFy0
GALERIE

1. Zkouška těsnosti héliem
Vzhledem k počtu svarů v sektoru vakuové komory je při přejímce komponenty před odesláním rozhodující zkouška těsnosti. Děje se tak na principu starého dobrého heliového hledače netěsností. Sektor je uzavřen v plastovém „vaku“ naplněném heliem, zatímco výkonná čerpadla evakuovala veškerý vzduch z meziprostoru mezi vnitřní a vnější skořepinou. Molekuly hélia prosakující do vakua, pokud existují, jsou detekovány ultracitlivou hmotnostní spektrometrií. (Credit © ITER Organization, http://www.iter.org/)
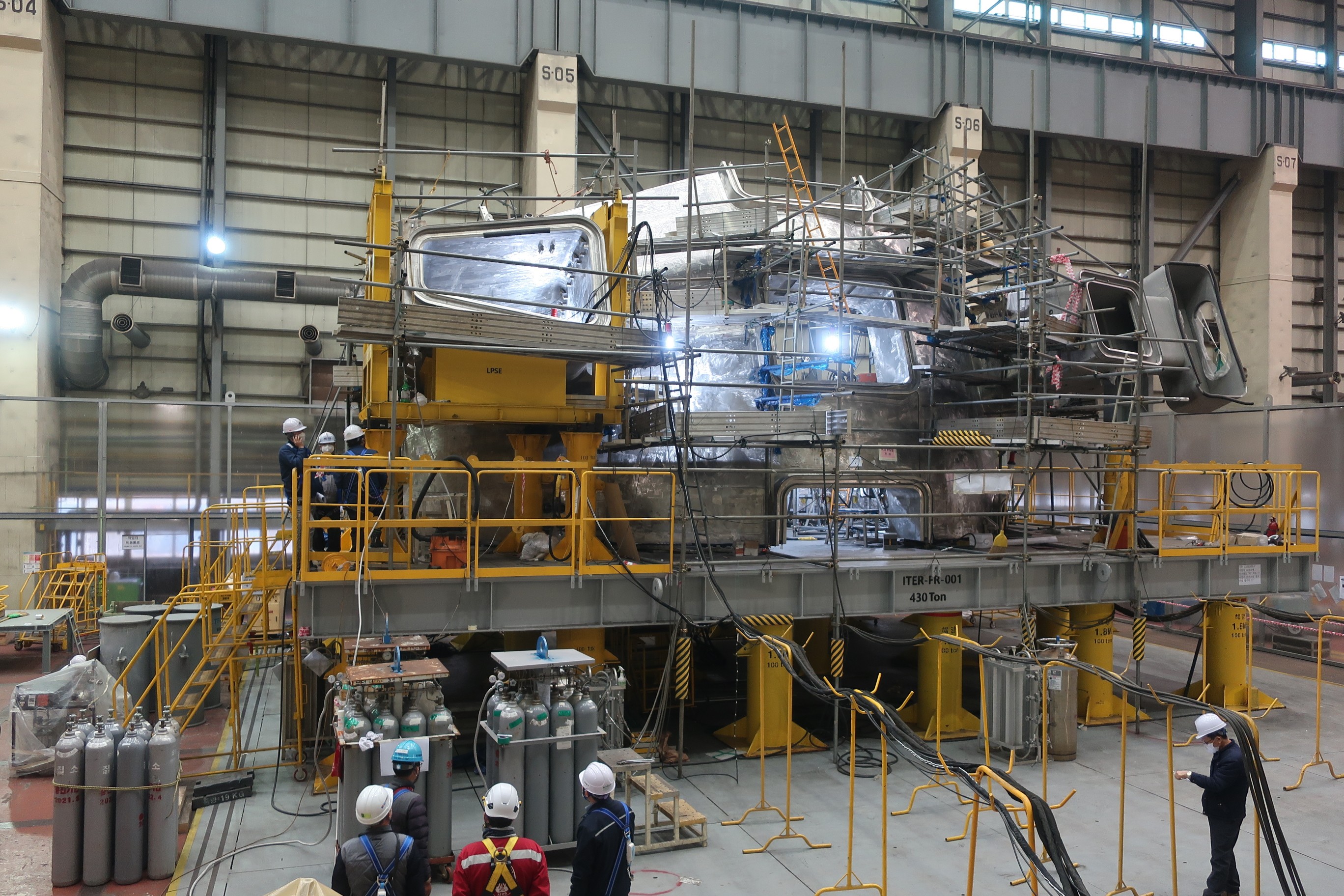
2. Tlaková zkouška
Dodavatelé provádějí pneumatickou tlakovou zkoušku 5 bary dusíku. Účelem je potvrdit základní strukturální integritu sektoru, což je součást požadavků na jadernou bezpečnost. Všimněte si baterií tlakových lahví s dusíkem. (Credit © ITER Organization, http://www.iter.org/)

3. Sestava sektoru dokončena
Dodavatelé z Hyundai přivařili čtyři poloidální segmenty a dvě prodloužení výčnělků do sektoru vakuové nádoby č. 6. Výsledná komponenta tvaru D ITER měří 13,8 m na výšku, 6,6 m na šířku a 7,8 m na délku. (Credit © ITER Organization, http://www.iter.org/)

4. Rozšíření portů
Specializované nářadí přidržuje prodloužení spodního hrdla nástavce, které je připojeno pomocí spojovacích desek. „Porty“ jsou konstrukce z nerezové oceli, které vyčnívají ven z každého otvoru ve vakuové nádobě a vytvářejí přístupové chodby do zařízení pro údržbu, diagnostiku nebo ohřev, dodávku paliva a vakuové čerpací systémy. (Credit © ITER Organization, http://www.iter.org/)

5. Zkouška a chyba
Členové týmu ověřují postupy konečné montáže pomocí maket poloidálních segmentů PS1 a PS2. Jedná se o segmenty toroidu o velikosti 20 stupňů. (Credit © ITER Organization, http://www.iter.org/)

6. Svařování vnějšího pláště
Svářeči pracují na vnějším plášti jednoho z poloidálních segmentů. Přibližně 400 lidí z Hyundai Heavy Industries plus subdodavatelé pracují v současné době na výrobě čtyř sektorů vakuové komory: č. 6 (dokončeno s výjimkou připevnění některých vnitřních úchytů pro cívky), č. 7, č. 8 a č. 1 plus všechny rovníkové a dolní porty. Dalších pět sektorů vakuové komory dodá Evropa. Všimněte si horolezeckého jištění svářeče na stěně sektoru vakuové komory ITER. (Credit © ITER Organization, http://www.iter.org/)

7. Stínění n-zdí
Vnitřní stínicí desky sestavené do bloků vyplní 55 % prostoru mezi dvojitými stěnami vakuové nádoby, aby stínily komponenty mimo vakuovou nádobu před fúzními neutrony. Přibližně 50 000 desek, každá jedinečného tvaru, velikosti a hmotnosti, bude rozděleno do 9 000 balíků pro montáž během výroby všech devíti sektorů. (Credit © ITER Organization, http://www.iter.org/)

8. Složité usazení
Meziprostor mezi vnitřními a vnějšími skořepinami je vyplněn strukturálními podpůrnými žebry, válcovými ohebnými podpůrnými kryty a stěnovými stínicími bloky (balíky boritých nerezových desek stínících před neutrony), které obstarala společnost ITER Indie. Bude zapotřebí tisíce montážních kroků. (Credit © ITER Organization, http://www.iter.org/)

9. Obrábění každého prvku
Pro výrobu sektoru vakuové komory č. 6 zakoupila společnost Hyundai Heavy Industries asi 290 tun plechů a 190 tun výkovků z oceli 316LN-IG. Celkem má vakuová nádoba ITER 9 sektorů. (Credit © ITER Organization, http://www.iter.org/)

10. Tvarování
Řezání a tváření začalo v roce 2012. Jako první sektor naplánovaný pro dodávku na staveniště ITER má sektor č. 6 tu čest a současně povinnost „nastupovat první“ v každé fázi výroby. Zkušenosti získané při výrobě sektoru č. 6 usnadní cestu všem ostatním sektorům, které přijdou na řadu po něm. (Credit © ITER Organization, http://www.iter.org/)

Podívejme se na několik omylů, které se nevyhnuly ani tak špičkově sofistikovanému vědnímu a technickému oboru, jako je jaderná fúze: Omyl v Argentině Omyl ZETA Co bylo dříve?

Infocentra Skupiny ČEZ zvou veřejnost k objevování fascinujícího světa energetiky celoročně. Prázdniny však dětem zpestřuje oblíbená soutěž, letos s podtitulem „Elektřina krok za krokem“.

Ještě v roce 2021 využívalo 3D tisk jen přibližně 5 % evropských firem. Technologie byla často vnímána jako nástroj pro prototypování nebo experimentování. O pět let později se však situace zásadně změnila.

Vloni byla podepsána smlouva s Korejci, stavba se má zahájit v roce 2029. Co všechno se už nyní připravuje? Logicky napadá projektová dokumentace, ale věděli jste například, že je třeba udělat ...

Na první pohled se zdá, že věda má jasno: kyslík na Zemi vzniká díky fotosyntéze. Rostliny, řasy a sinice využívají energii slunečního světla k rozkladu vody a uvolňují kyslík, který dýcháme.

Zjímavý průřez historií jaderné fúze a propagace jednoho ze směrů výzkumu - stellarátorů. množstvím animací i reálných záběrů podává srovnání se současnými tokamaky.




za podporu děkujeme dobrým lidem:
![]()
![]()
za podporu děkujeme dobrým lidem:
![]()
![]()

